7.7毫米Q235B半精冲冲针SKH-51磨损拉伤,为什么我建议试PM4粉末钢
7.7毫米Q235B半精冲成型,50丝间隙,SKH-51成品冲针不到1万次就磨损拉伤,光亮带变差。PM4粉末高速钢硬度HRC64-66,耐磨、抗刮花、抗粘料,更适合厚板半精冲冲针。
案例来自真实工况,覆盖冲压模具、切边模具、冲刀、拉伸模具与精冲模具应用场景。在过去5年时间,我发布了458场现场直播,分享超过1200篇模具选材和使用的经验。誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。只销售正品模具钢,是我们最不值得一提的保证!

7.7毫米Q235B半精冲成型,50丝间隙,SKH-51成品冲针不到1万次就磨损拉伤,光亮带变差。PM4粉末高速钢硬度HRC64-66,耐磨、抗刮花、抗粘料,更适合厚板半精冲冲针。
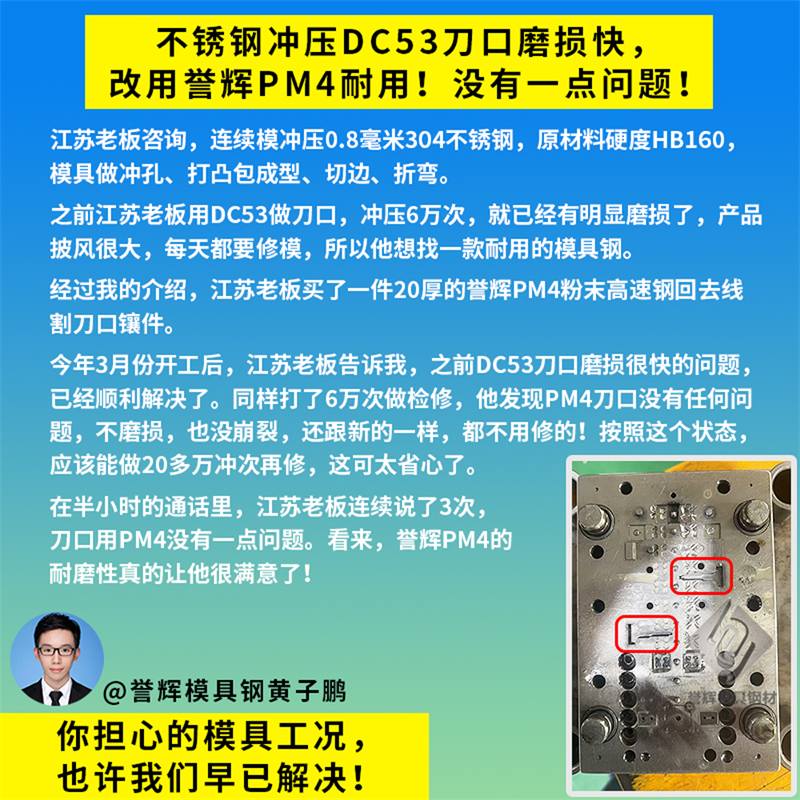
2毫米以上304不锈钢、430不锈铁、5系铝合金和3.5毫米酸洗板冲压,DC53或SKH-9冲头容易磨损、卷口、刃口翻边。PM4粉末高速钢高强度、高耐磨、抗粘料,更适合厚板冲压。
0.6-1.2毫米SPCC冷轧板半切,YG20钨钢刀口崩缺,SKD11又不耐磨。电渣SKH-51和PM4粉末高速钢兼顾刀口强度、耐磨和成本,更适合半切冲压刀口升级。
0.3毫米纯钛切外形、拉伸折弯,SKH-9刀口1万次就磨损。钛材料粘附性高、变形抗力大,PM4粉末高速钢硬度HRC64-66,耐磨、抗粘料、抗刮花,更适合钛材冲压刀口。
9.5毫米20Cr铁料精冲,8566解决了凹模崩裂,但凸模耐磨仍不够。PM4粉末高速钢硬度HRC64-66,高耐磨、高韧性、不粘料,适合精冲凸模升级。
4.5毫米20CrMnTi精冲凹模用8566、LD、DC53和PVD后寿命仍不高,少的几千次、多的约2万次磨损。PM4粉末高速钢高强度、高耐磨、抗粘料,更适合表面摩擦严重的精冲凹模。
0.8毫米201不锈钢每分钟150次冲压,SKH-9冲头和镶件尖角约10万次就要修模。没有崩裂问题时,PM4粉末高速钢比SKH-9更耐磨,适合尖角磨损和粘料压印工况。
1-3毫米不锈钢冷冲冲头,普通白钢、SKD11、DC53、SKH-9都不够耐用。PM4粉末高速钢高钒耐磨、硬度HRC64-66,适合预算有限但想提高寿命的不锈钢冲压工况。
2毫米不锈钢直片下料,DC53下模1万多次就磨损。SKH-59硬度高但韧性差、成本高,PM4粉末高速钢硬度HRC64-66,耐磨和韧性更适合不锈钢下料刀口。
2毫米Q235热轧板表面氧化皮磨损严重,Cr12MoV只能冲3万次,DC53约5万次,想做到10万次再修模,可以考虑电渣SKH-51和PM4粉末高速钢。
HRC40的17-4不锈钢圆棒两侧冲筋,DC53上下模压几百根就出现细小崩缺掉渣,产品筋条不连续。PM4粉末高速钢硬度高、抗疲劳和韧性更好,更适合硬态不锈钢压筋模具。
PA加50%玻纤注塑时,进胶口像高速砂流一样冲刷模芯。DC53不到5000模就被冲出0.2毫米凹坑,可以把进胶口做成PM4粉末高速钢镶件,提高耐磨和抗热软化能力。