花键齿圈粉末压制模具Cr12磨损刮花,为什么我建议试PM4粉末高速钢
花键齿圈粉末压制模具用Cr12,表面磨损刮花、不够耐磨。PM4粉末高速钢硬度高、钒碳化物耐磨、组织均匀,更适合齿形和R角粉末压制模具。
案例来自真实工况,覆盖冲压模具、切边模具、冲刀、拉伸模具与精冲模具应用场景。在过去5年时间,我发布了458场现场直播,分享超过1200篇模具选材和使用的经验。誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。只销售正品模具钢,是我们最不值得一提的保证!

花键齿圈粉末压制模具用Cr12,表面磨损刮花、不够耐磨。PM4粉末高速钢硬度高、钒碳化物耐磨、组织均匀,更适合齿形和R角粉末压制模具。
9.5毫米20Cr圆片精冲,凸模细小R角容易塌角、拉毛、磨损。客户改用PM4粉末高速钢后,不开裂、不塌角,寿命比8566提高约3倍。
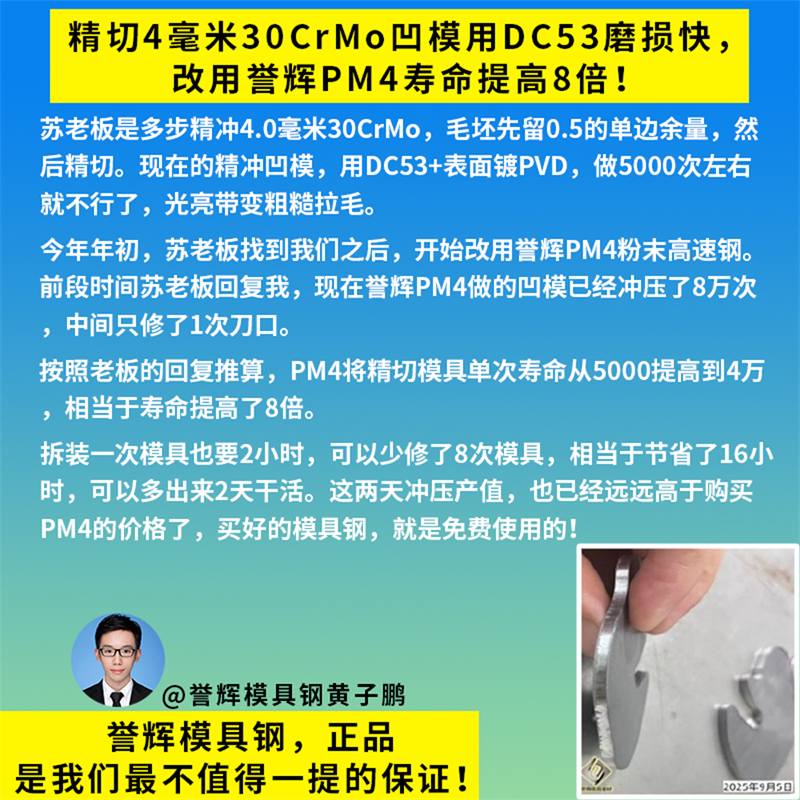
3毫米不锈钢精冲孔位光亮带,刀口5000次就要修,想做到2万次以上,关键要提高刀口耐磨性和抗塌边能力。PM4粉末高速钢适合这类精冲精切工况。
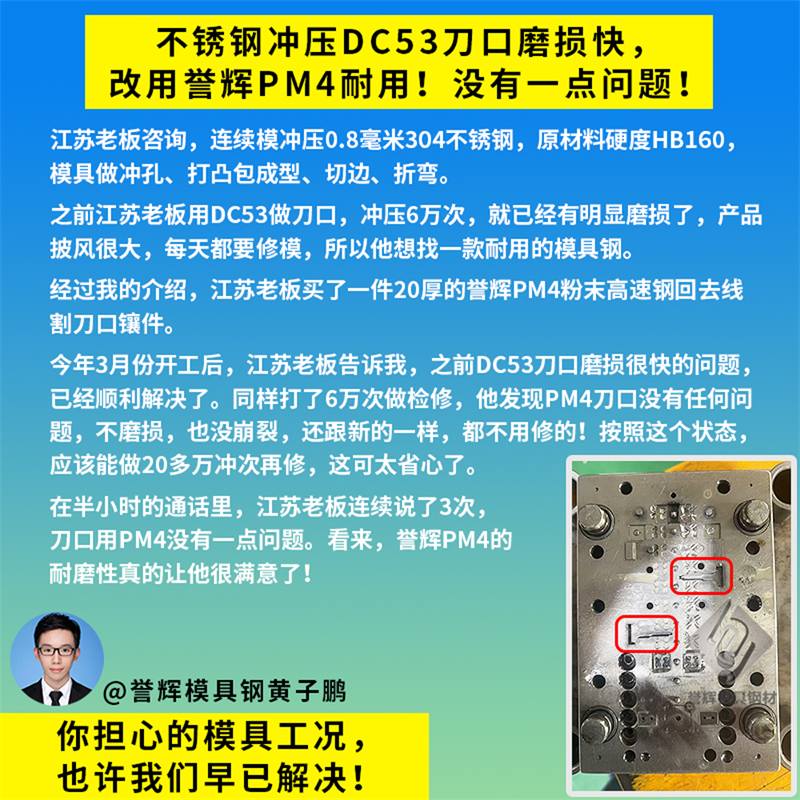
6毫米不锈钢法兰激光切割后再精冲光亮带,DC53凹模磨损、粘料、拉丝划痕明显。PM4粉末高速钢硬度高、耐磨性好、组织均匀,更适合厚不锈钢精切刀口。
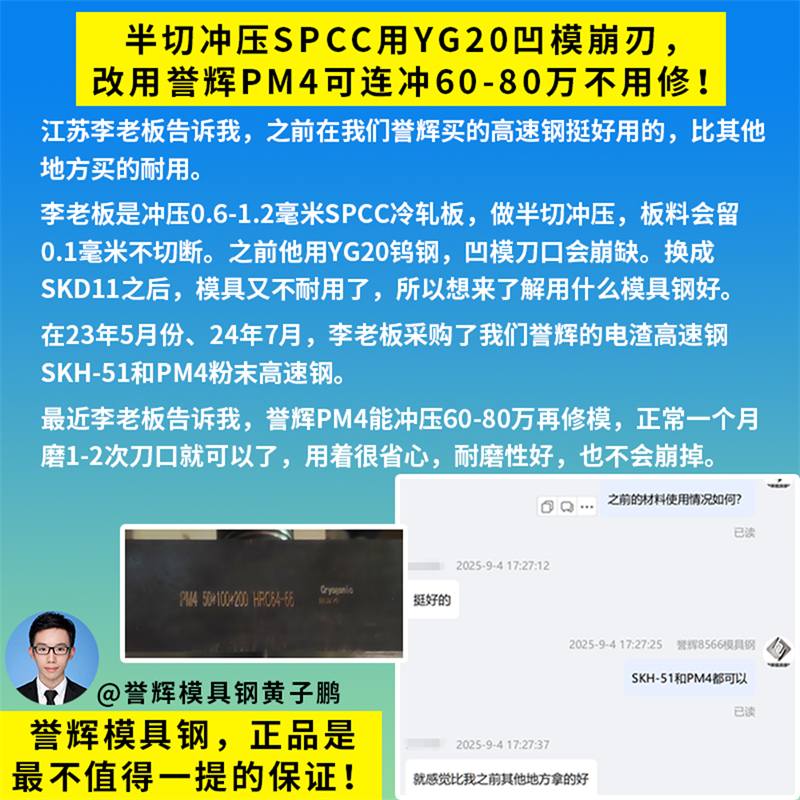
半切冲压0.6到1.2毫米SPCC冷轧板,SKD11刀口不耐磨,YG20钨钢又容易崩。改用PM4粉末高速钢后,可冲60到80万次再修,一个月只需磨1到2次刀口。
冲压0.2毫米201不锈钢半硬料,底模刀口镶件用SKH-51能打10万次但出现崩缺掉块。本文讲清楚普通高速钢为什么会崩角,以及PM4粉末高速钢和8566加强型该怎么选。
冲压1毫米无油润滑轴承复合材料,SPCC钢板加铜粉层和塑料层,SKH-9加表面涂层10万次就要修刀口。本文讲清楚为什么这类切断模具更适合PM4粉末高速钢。
冲压0.2毫米HV400硬态不锈钢弹片,DC53能打7到8万次已经不错,但后期毛刺很大。本文讲清楚为什么这类硬态薄板不锈钢冲孔更适合用PM4粉末高速钢。
9.5毫米20Cr铁轮精冲模具凸模,用DC53和8566都会塌角磨损,进口PM23又在螺纹位置开裂。本文讲清楚为什么这类精冲凸模更适合用PM4粉末高速钢。
0.3毫米不锈钢端子冲压中,冲头微崩导致毛刺和尺寸波动。案例建议评估PM4粉末高速钢冲头方案。
0.6毫米镀锌板复合模中,刀口磨损导致间隙漂移与毛刺上升。案例建议评估PM4粉末高速钢。
0.8毫米硅钢片连续冲压中,SKH-51刀口磨损偏快、毛刺提前上升。案例建议评估PM4粉末高速钢方案。